粗 米
决定酒质的最重要的一个要素是米。选择最接近所要的酒质的大米可将其碾到最合适的程度是酿酒的基本。蓬莱泉认为这一流程非常重要,所以自行碾米
日本国内栽培有两种稻米,粳米和糯米,酿酒主要使用粳米。但也并不是说完全不使用糯米,为了让酒中实现糯米带来的甘甜感和柔和感。会在酿造口味柔和的酒时会在醪的后期加入已经糖化了的糯米,这一流程称为“第四阶段糯米”。糯米中包括普通食用米和酿酒专用米这两种,这些被用于酿酒原料。酿酒专用米有各种种类,有名的是山田锦,美山锦,五百万石,雄町,渡船,八反锦等。

酿酒米与普通食用米的不同
酿酒米与普通食用米有3种不同。
中心部分的芯白明显
种植条件较好米粒长得粗壮的话,米粒中心部淀粉不会紧密聚集,具有一定的疏度。这样的情况称为出了芯白。米粒中心存在芯白的话,从结构上来说酒曲很容易进入中心部位,也就是所谓的酒曲破白效果良好。有一种误解是“芯白”越大越好,,芯白过大则碾米的时候容易被碾碎,无法制成高精白,所以最好的样子是点状芯白。实际上被称为酒米之王的“山田锦”的芯白就是点状芯白和线装芯白较多。
粒大整齐
米粒越大碾米越容易,洗米和蒸米操作也很容易。另外米粒大小一致也非常中药,米粒大小不一的话碾出来的白米也大小不一,最后会导致水分吸收和发酵速率也不一。
蛋白质和脂肪含良少
蛋白质和脂肪是导致异味和臭味的根源,大量含有蛋白质和脂肪的糖分层会在碾米的过程中被碾掉,但是粗米中的蛋白质和脂肪的含量多少会影响白米中的蛋白质和脂肪的含量,所以最好选用蛋白质和脂肪较少的粗米。

白 米
如图所示,碾米后的米只剩下中心部分(照片为碾到40%的白米)将会导致异味的大米的外侧碾除,只使用中心部分才能制造出美酒
碾米过程是碾米机中间有一个圆柱状的砥石进行高速旋转,当米从其侧面通过的时候会对米的表面进行切削。但是如果没有对砥石的旋转速度和粗米的流量进行很好的控制的话,米就容易破碎,无法得到好的白米。一般情况下,随着碾米时间的增长,旋转速度就需要调低,因此白米率不是随时间增加而增加,但是基本上是70%的话要12个小时,60%的话24个小时。50%的话48小时,40%的话72小时,35%的话100小时,碾米时间逐步增加。实际上,整个过程中不需要一直监视在机器旁边,所以自己直接碾米的酒坊就会采用可以自动调节旋转树和流量的机器。此外,由于碾米流程中,机械和附属设备较贵,人工费和劳动环境较苛刻等理由所以成本很高,所以大部分酒坊都是与农械,碾米公司共同使用机器,即“委托碾米”
为什么需要碾米?
在发酵过程中如果蛋白质,脂肪以及灰分较多的话,酵母和酒曲的繁殖就会过剩导致无法操作,另外蛋白质又是导致异味的原因,脂肪是导致异臭的原因,所以需要除去含蛋白质和脂肪较多的米糠。除米糠的过程就叫碾米。但是实际上并不是只有米糠中才有脂肪和蛋白质,中间的淀粉质(白色部分)和外侧也含有蛋白质。因此食用米只需要切削5%,但是对于酿酒的佳撰级需要碾70%,高级上等清酒甚至需要碾去纯粹淀粉质部分,所以碾到35%的情况也不罕见。
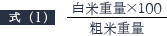
白米比率与真白米比率
经常会看见配料上写着“白米比率 %”,这类白米比例是按照右式的1式计算出来的。比如,1000公斤的粗米碾成600公斤的话就是60%。但是这并没有考虑碎米以及米糠的废弃等情况。因此为了判断白米的好坏就需要用2式计算“真白米比率”。从这个比率可以知道有多少米实际上被碾掉了。
除真白米比率外,通过表现米粒状态的粒重分部或者蛋白质分析来判断白米的好坏也很重要

洗米・浸米
将碾好的米洗干净后在水里浸润,根据使用目的调整水分,一直浸到第二天。
刚碾好的大米处于非常干燥的状态,此时开始洗米的话,大米就会立刻大量吸水,最终导致米粒破裂。因此一般情况下不会立刻使用刚碾好的白米,而是通过一个叫“枯”的流程让大米通过2周的时间让水分自然地回到米中。 蒸米时需要大米吸收水分,但是在此之前需要将夹杂在白米里的米糠洗掉。洗米时需要注意的是不能过度用力把米洗破,最新出现了使用气泡进行清洗(象淋浴莲蓬头一样将气泡混到水中)的机器。最后开始浸米(让大米吸收到所需要的水分量),由于高精白米的吸水速度快,所以需要以秒为单位对吸水时间进行处理,这被称为限量吸水。


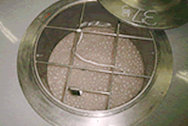
蒸 米
蓬莱泉使用甑在洗米,浸米结束后蒸米。使用和古代的日式蒸饭锅一样的蒸法。熟米就被制出来了。照片为冷却操作。冷却的目的是将熟米冷却到需要的温度。
酿酒时,一般通过蒸米来实现α化。但是也有直接煮米进行酿酒的。这被称为“融米造酒”或“姬饭造酒”实际上不论是蒸是煮,水分的含油量都是差不多的。蒸的话(1)米的表面不会很粘,不容易在昨夜过程中沾在手上或工具上(2)酒曲霉也容易繁殖。蒸米的器具有甑和连续蒸米机这两种,原理都是一样只是结构不同。甑是如同蒸包子馒头的蒸屉一样的东西,将米一层层地往上蒸。连续蒸米机则是用水蒸气去给传送带上铺的米加热。各有优势,甑无法连续蒸米所以效率低下但是可以对蒸米的环节进行细节调整。连续式虽然不能进行细节调整但是可以蒸熟大量大米,效率较高。将蒸好的米冷却到所需要的温度时就可以加入酒曲或酒母等了。冷却分为平铺在布上的自然冷却法和将冷风送到蒸米层的强制冷却法。




曲 米
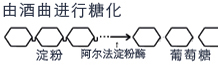
将种曲撒到熟米上,在被叫做曲室的地方对湿度和温度进行调节,使用大概50小时让曲菌繁殖。曲是将大米中的淀粉变成葡萄糖,所造酒中最重要的环节。
酒曲是将种曲(黄曲霉)撒在熟米上进行繁殖制得的。酒曲的主要功效就是通过各种酶来促进醪的发酵。曲中含有促进淀粉糖化的糖化酵素(葡萄糖淀粉酶),促进大米溶解的液化酵素(α淀粉酶)以及分解蛋白质制造氨基酸的蛋白酶等。

酒曲的制造

搬入
将蒸好的熟米搬入曲室中,放在台上不断进行搅拌以达到合适的温度和水分。
撒种
当熟米的温度和水分达到要求时则将种曲均匀地撒在上面,然后仔细搅拌。这一流程被称为“搓米”。结束后将米聚拢到一起用布裹好。 此后,在进入“盛”这一流程前有一个翻米流程,搅拌熟米防止熟米粘结成块,温度和水分分布不均。

盛
在搬入后约24小时后,酒曲已经繁殖了一定量,用肉眼可以看到有白色的点。之后将酒曲分开,盛放到多个曲箱中,以方便温度调节。

仲操作・舞操作
盛后24小时左右酒曲就制造好了,中途为了散却发酵产生的热量和补充由于酒曲繁殖时消耗掉的氧气,需要进行2次被成为仲操作和舞操作的作业。此时,酒曲正逐渐干燥,酒曲菌的菌丝向中心部延展。所以在这一时期温度和湿度管理格外重要。

出曲
盛之后24小时(搬入后48小时),酒曲就制成了。最后需要将其温度升到40~42℃左右。制好的酒曲需要从温暖的曲室搬出来放在台子上冷却。此时需要多次搅拌开,以防止冷却不均匀。

醪
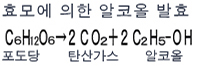
将酒母移到大罐中,分三次分别加入水,曲米和熟米(三段入料)。在醪中,通过酒曲进行的淀粉糖化和经过酒母进行的葡萄糖淀粉化同步进行(平行复发酵)。需要时刻注意味道以及表面状态,以把握发酵情况随时进行调整。
将熟米,酒曲和入料水按照比例混合进行发酵就被称为醪。此时如右图所示的发酵过程就会同时发生。这种平行发酵技术在全世界的酿造酒中非常罕见。
葡萄酒是通过将葡萄中所含有的糖分发酵成酒精的“单发酵”过程制造出来的。啤酒则是通过麦芽的糖化以及糖分的酒精化这两个不同的过程制造出来的,是一种“单行复发酵”过程。
于此相比,清酒的发酵过程则极为复杂,在世界上都非常罕见,它是日本引以为豪的发酵技术。

醪的入料
在酒母中加入酒曲,熟米和水之后得到的就是醪,将它进行发酵后榨得的就是清酒。
一般,醪需要花费4天时间分三次入料,该入料法被称为“三步入料法”。
第一天称为“添料”,第一次入料;第二天称为“舞”,不入料;第三天称为“仲入料”,是第二次入料;第四天称为“留入料”为最后一次入料,此时是醪的第一天。
醪这一过程需要25到40天。中途需要查看醪的状态(表面,气泡)。
从表面状态以及口味和成分的分析结果综合考虑如何控制温度和操作流程就是酿酒师的重要工作。
最后对醪进行上槽(榨酒)就会得到清酒。

添料・舞
往酒母中加入相当于酒母量的1/6的酒曲和水,在加上同样1/6的熟米后进行搅拌,第二天停止加料静待酵母增加。

仲入料
舞的第二天再加上所有入料量的1/3的酒曲和水,同时加入同样的量的熟米后仔细搅拌。

留入料
仲入料的第二天,加入所有入料量的1/2(剩下的所有的料)的酒曲和水,同样加上相同的量的剩余的所有的熟米后仔细搅拌。

经络泡(大约第3天)
醪表面出现如同经络般的气泡时表明酵母已经开始发酵。别名称为“蟹泡”

水泡(大约第7天)
表面布满白色的轻薄气泡时称为水泡。

岩石泡(大约第8天)
水泡阶段后气泡厚度逐渐增加,表面好像岩石一样,这时被称为岩石泡。

高泡(大约第10天)
岩石泡泡沫再度升高时被称为高泡。此时大量酵母都在气泡中,所以经过“除气泡”这一流程防止气泡溢出。

落泡(大约第11天)
高泡期之后经过大约1天气泡开始减少,此时称为る落泡。
玉泡(大约第13天)
落泡之后,醪表面即出现象肥皂泡一样的漂亮气泡,这被称为玉泡。

皱纹泡(大约15天以后)
玉泡之后发酵过程就会变缓,发酵时产生的碳酸气体也会减少,此时表面出现的微小气泡就是皱纹泡。

光头(大约18天以后)
醪的后期发酵几乎停止,泡也几乎消失。此时的状态被称为“光头”。

上槽前(大约第30天)
上槽前(榨酒前),酵母因自身所制造出的酒精而死亡。此时酵母的残骸或米渣会浮到表面,这个被称为“盖子”。
上槽 / 酒糟
醪需要25~40天才能出醪,然后经过上槽的流程将酒糟和清酒分离开。造酒越是仔细出的酒糟就会越多。本公司的高级上等清酒类,酿酒用的一半的米最后都会变成酒糟(普通情况下只有1~2成),新酒中会含有碳酸气体或者米渣,口感新鲜。
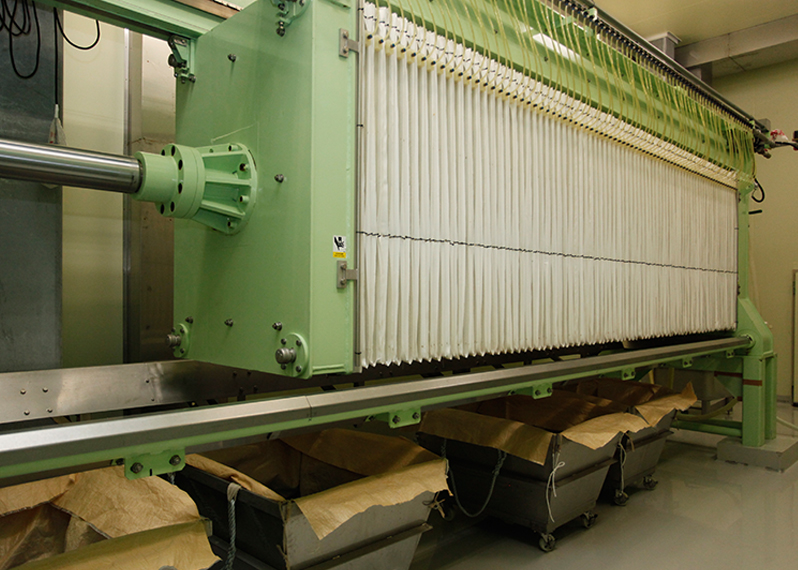

去糠流程
将醪中间的酒糟和清酒分离出的工艺被称为“上槽”,上槽有各种方法。普通采用叫做“YABUDA(机械制造公司的名称)”的榨酒方法,或者采用叫“槽”的方法榨取少量的醪的方法,还有称为“吊袋”的方法,用于榨取用于赛酒会的少量的醪。

不论采用什么方法,对于机械,过滤布,酒袋的清洗,消毒,干燥以及工作间的冷气除湿系统的卫生管理都是最重要的。将醪过滤后就会得到清酒,使用网眼较大的过滤布进行过滤得到的“浊酒”也算是清酒。
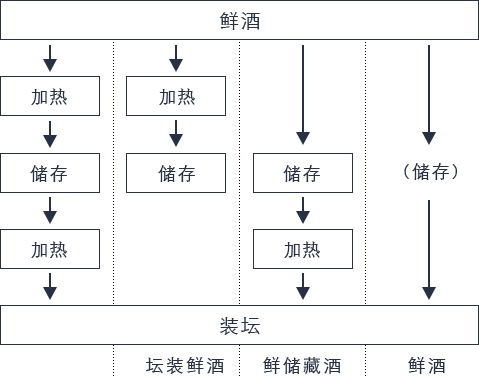
清酒(鲜酒)/加热
刚榨好的酒为了除去米渣等需要进行过滤,榨好的酒都是鲜酒,鲜酒仍然会进行缓慢的发酵,所以需要加热以让发酵停止,同时加热还能防止酒在储藏过程中腐败变质。
由于刚榨出的酒还是鲜酒,其中还有酵母存在,还具有帮助醪进行发酵的功效。此后再经过多种工艺流程装坛。中间所进行的工艺按照酒种不同而不同。
贮藏・精酿
在酒罐中静待出仓。最短需要半年,最长需要将近3年。
通过低温进行精酿会去除掉涩味和粗重感,让酒味更佳醇厚。


将新技术引进传统技术中
关谷酿造认为“酿造”最重要的有三件事。一个是“仔细制作设计图”,一个是“仔细正确地操作”,最后一个是“造酒师的团队合作”。
一谈起“设计图”可能就会联想起工业产品来,但是酿酒其实也需要设计图。什么样的客户,在什么环境下饮酒,需要什么样的口味,从这一系列问题起,到为了表现想表现出的味道和理念需要什么样的米和米的含量,酵母的选择,发酵的方法,如何判定酒是否成熟等等,都是酿酒设计图的内容。
没有好的设计图,就是进行一个酿酒的过程最后得到的不过是“酒成了”,但是我认为酒不是“自己成的”而是“努力去酿的”。
对于第二条。酿酒中存在很多工艺,碾米也是其中之一,任何一个工艺的失败或偷工减料都会最终减分。本来具有100分的好米因为各个工艺的失误开始5分,10分地减少,最后就一分都没了。为了不减分所以需要每一步都仔细正确地用心去做,但是照顾到所有工艺并不是件容易的事。
特别是从碾米到蒸米的原料处理过程,酒曲,母酒,醪等各个流程的温度管理,装坛前的过滤调酒过程最需要细心。为了仔细管理好这些流程我们进行了机械化,采用计算机对温度进行管理。
同时,机械化的另一个好处是,不论是酿造纯米高级上等清酒还是地道清酒,机械都不会偷工减料。造酒师是手动使用温度计进行管理,在大约需要半年的酿酒过程中,对于所有的酒曲,母酒和醪做到精确管理是不可能的。比如为了集中精力酿造高级上等清酒就会忽略了地道清酒的酿造,还有人需要睡觉,而且还会生病。最后,气温,温度等等也必然不是永远一定的,由于这样的诸多要素会影响到酿酒过程,所以必然要机械化。
最后一条的团队合作也非常中药。酿酒世界有一句话叫“以和酿酒”,和的意思就是酿造好酒,酿酒师以团队合作制造美酒。酿酒需要分工。负责处理各种原材料,负责酒曲,负责母酒,负责醪…,需要经过多个造酒师之售才能制造出酒来,如果每个人都按照自己的喜好来负责自己的流程,最后出来的酒自然味道不对头。酿酒师们共享设计图,共享关于米的情况的信息,共享各种发酵流程的信息才能制造出让人们欣赏的美酒。
为了提高团队合作,也需要提高每个酿酒师的个人技术。因此我们在丰田市(旧稻武町)建造了上等清酒酒坊,以它为基点将酿酒师的技术传播给新入行的酿酒师。如果没有经过这样的努力就没有办法提高团队的能力,也无法将酿酒技术传承到未来。
“以和酿酒”还有一个意思。“美酒亦酿和”,共同品赏美酒朋友之间相互交流酝酿出一团和气。酒只中有大米的清香和甘甜,将香味的配比调制到均衡的酒才是我们所认为的“好酒”。我们就希望酿造出这样的酒。
因此我们的目标就是打造只有关谷酿造才能酿造出的好酒。
关谷酿造股份公司
第七代酿酒师 关谷 健
每天的进步
我是总部工厂的酿酒师,荒川贵信。
总部工厂的很多工艺流程现在都实现了机械化。不论机械性能有多高,使用机械的仍然是人,如果没有充足的经验和技术,自然也就无法驾驭机器,对发酵的流程做到很好的控制。我们不能为机械所驱动,而应该做机械的主人,以每天寻求进步为座右铭酿造出美酒。
我以在关谷酿造的总部工厂工作为豪,希望酿造出深受大家欢迎的好酒。

做客人近距离的制造酒
我是吟醸工房杜氏的宮瀬直也。「做客人近距离的制造酒」是我的座右铭。我们定做的造酒用了总共60公斤的米,这些米可以根据客户的要求来制造完全不同的酒。产量少、多品种、我们用全手工来制造酒,这是我们吟醸工房杜氏的特点。我们不以数据来测得顾客的嗜好,而是针对客户的讲究,故事,背景来努力研究制造。从而将每一个顾客的思念装进酒里,更尊重跟顾客的近距离的交流,我们想传达発酵的精彩绝伦。为了满足全部的顾客我们不断进取,坚持不懈。
